銅鋁復合暖氣片產品生產工藝、技術參數及品質保證描述
(一)、選材
瑞華特銅鋁復合暖氣片選用耐腐蝕強的優質純銅管作為水道,選用優質鋁材作為散熱主體,熱輻射比高,表面光滑,管壁結構細密均勻,耐壓性能好,使用的材料符合國家的相關規定。 使用的各種接口符合標準規定,所用的管件螺紋符合GB/T7306.1-2000密封管螺紋圓柱內螺紋的規定。
(二)、生產工藝 工藝流程
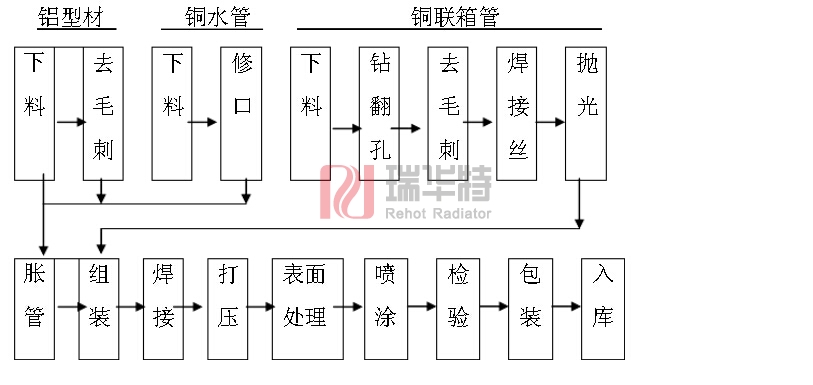
脹管:
我公司選用全自動機械脹管機進行脹管。銅管插入鋁散熱片,用機械脹頭均勻脹大,保證銅管的過盈脹接,且銅管與鋁型材接觸均勻,保證了銅管與鋁材的緊密結合,減小熱阻,保證傳熱。液壓脹管雖然成本低,但難以保證銅管的過盈量,脹接后銅管和鋁材之間易形成空隙,影響傳熱,所以我公司不采用。
焊接:
銅鋁復合暖氣片焊接方式我公司采用釬焊技術進行焊接,我公司選用耐腐蝕、流動性好的釬焊料作為焊料,聯箱管通過全自動鉆孔反邊機鉆孔反邊,其在焊接過程中增大了熔池容積,使焊料與母體有更大的接觸面積,從而保證了焊接質量。
表面涂裝:
瑞華特暖氣片采用進口噴塑設備,選用高品質、高亮度的暖氣片專用塑粉,采用干性靜電噴涂工藝,噴涂顆粒細膩、均勻,高溫烘烤固化,為保證品質,進行兩次噴涂烘烤;雖成本增加,但經過此工藝處理的暖氣片,表面光滑細膩,穩定性好,附著力強,耐沖擊性好。噴塑后的暖氣片表面會泛出瓷質光澤。
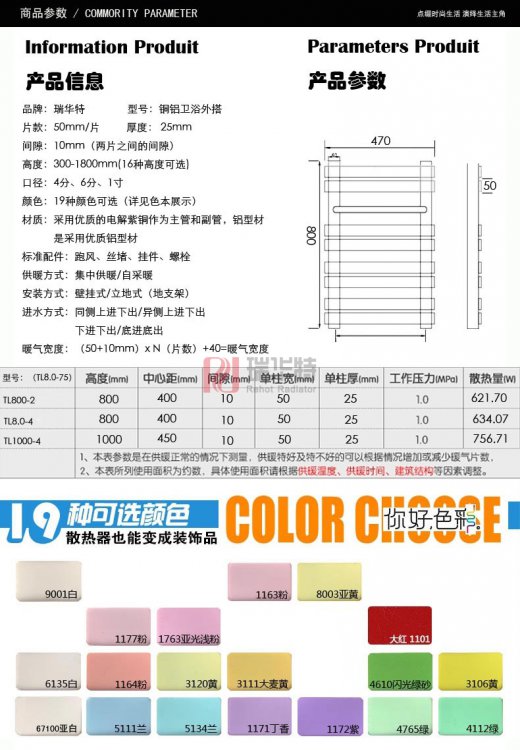
(三)、技術參數
瑞華特銅鋁復合暖氣片選用金屬熱強度高、耐腐蝕強的優質純銅管作為水道,選用優質鋁材作為散熱主體,熱輻射比例高,表面光滑,管壁結構細密均勻,耐壓性能好,使用的材料符合國家的相關規定。聯箱銅管壁厚為0.8mm,銅水道壁厚0.6mm,采用自動釬焊技術,保證焊縫部位不銹蝕、壽命長;外觀表面處理采用先進的酸洗磷化技術處理金屬基底,再進行靜電噴塑,進行兩次噴涂烘烤,經過此工藝處理的暖氣片,表面光滑細膩,穩定性好,附著力強,耐沖擊性好。塑粉采用優質環保節能型塑粉,噴塑后的暖氣片表面會泛出瓷質光澤。 暖氣片實驗壓力1.5 MPa,工作壓力1.0 MPa。 瑞華特暖氣片采用先進的暖氣片專用設備,確保產品性能穩定可靠;每組散熱器均經過100%1.5MPa的壓力試驗;生產過程中的檢驗項目均使用專用設備進行檢測。
(四)、品質保證
瑞華特暖氣片按照企業標準,對產品出廠前進行嚴格的質量檢驗,暖氣片焊接完工后及噴涂前處理后分別逐組進行壓力試驗,試驗壓力≥1.5MPa,氣壓試驗時,停氣穩壓2min,暖氣片本身不冒氣泡,液壓試驗時,停水穩壓2min,暖氣片不滲漏。漆膜附著力達到1級,漆膜經國家標準試驗臺錘敲擊后,無裂紋、皺紋及剝落現象,達到國家規定的標準。 瑞華特暖氣片的材質,采用為暖氣片專門設計和生產的優質銅材、鋁材,表面涂層可耐220℃以上的高溫,產品經多道工藝技術處理,增加了產品的防腐性能,防腐性能通過有關材料保護研究所的檢測和認證,暖氣片熱工性能和耐壓性能通過國家暖氣片監督檢驗中心的檢測,產品試驗壓力1.5MPa,工作壓力1.0Mpa。
(五)、散熱量
瑞華特暖氣片的散熱量是根據GB/T13754-1992的規定測得,由國家暖氣片監督檢驗中心熱工性能檢測。 散熱量是在標準工況下進水溫度95℃,出水溫度70℃,室溫18℃,計算溫差△T=64.5℃時的測量值。(散熱量標準按國標規定允許偏差≤3%范圍),暖氣片單柱最小散熱量符合技術參數表中的規定。
(六)、結構尺寸與形位公差 瑞華特暖氣片結構尺寸與形位公差通過國家暖氣片監督檢驗中心的檢測,符合企業標準規定,接口中心距±3.0mm,高度±5.0mm,寬度±2.0mm,同側進出口平面度≤6.0mm,進出口平面與中心線垂直度≤3.0mm。